Produzierende Unternehmen stehen unter wachsendem Druck durch neue Technologien, neue Wettbewerber und stagnierende Märkte. Kunden erwarten mehr Varianten, gleichzeitig sinken die Stückzahlen je Ausführung und der Aufwand steigt. Am Standort Deutschland verschärfen hohe Lohn- und Energiekosten sowie Fachkräftemangel die Belastung zusätzlich.
Drei zentrale Erkenntnisse
- Schlanke Fertigung vermeidet Verschwendung wie Überproduktion, Bestände und Wartezeiten durch konsequente Effizienz.
- Trennen Sie Schnellläufer von Exoten per Pareto-Analyse, um harmonische Losgrößen und geringe Staus zu erreichen.
- Steuern Sie vor dem Engpass mit Pull und halten Sie Rüstgrade bei 5 bis 15%, um stabile Prozesse zu sichern.
Die Herausforderungen an die industrielle Produktion steigen permanent. Neue Produktionsverfahren, neue Materialien und neue Wettbewerber mit neuen Produkten treten auf den Markt. Dadurch steigt der Wettbewerbsdruck vor allem in einem Markt, der nur ein begrenztes Wachstum zeigt oder stagniert. Gleichzeitig werden die bestehenden Kunden anspruchsvoller, weswegen die Variantenvielfalt steigt und die Stückzahlen pro Variante sinken. Insbesondere am Standort Deutschland führen außerdem steigende Herstellkosten aufgrund hoher Lohnnebenkosten und Energiekosten sowie ein zunehmender Fachkräftemangel auf dem Shop Floor zu weiteren Belastungen.
Industrieunternehmen stehen unter wachsendem Druck durch neue Wettbewerber, steigende Kosten und Fachkräftemangel, während gleichzeitig die Anforderungen an Produktvarianz bei sinkenden Stückzahlen zunehmen.
Unternehmen mit Fertigung
In diesem Beitrag soll der Fokus auf eine bestimmte Art von produzierenden Unternehmen gelegt werden: Unternehmen, die zumindest teilweise Fertigungsprozesse im Sinne der nachfolgenden Eigenschaften besitzen:
Herstellung diskreter Artikel (keine Prozessindustrie oder chemische Industrie)
Die Fertigungsverfahren bestehen in der Regel aus urformenden (z.B. Spritzgießen), umformenden (z.B. Abkanten), spanenden Prozessen (z.B. Drehen) oder Prozessen zur Beschichtung
Auf den Arbeitsplätzen können verschiedene Artikel hergestellt werden
Bei der Umstellung von einem Artikel auf einen anderen Artikel fallen Rüstzeiten an, weswegen eine los- bzw. auftragsweise Fertigung durchzuführen ist
Die schlanke Fertigung
Diese Fertigungsunternehmen sehen sich mit den oben genannten Herausforderungen immer stärker konfrontiert. Da viele dieser Herausforderungen nicht beeinflusst werden können, liegt der Handlungsspielraum der Unternehmen vor allem in der Gestaltung der Produktion selbst. Diese sollte lean, d.h. schlank gestaltet sein. Dabei wird die Idee verfolgt, vom Start des Produktionsprozesses bis zur Fertigstellung das Produkt ständig weiterzubearbeiten. Jegliche Verschwendung (Überproduktion, Bestände, Transport, Wartezeit, aufwändige Prozesse durch ungeeignete Ressourcen, lange Wege, Ausschuss/Nacharbeit) sind zu vermeiden und alle Produktionsfaktoren (Maschinen, Anlagen, Personal, Transportmittel, Vorrichtungen, Werkzeuge, Material) effizient einzusetzen.
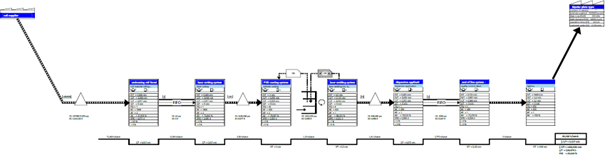
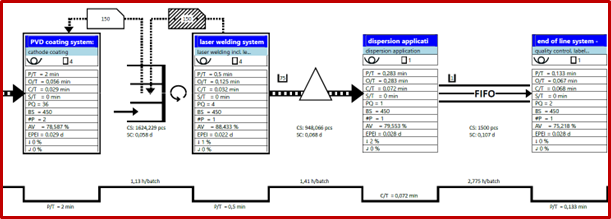
Als Hilfsmittel zur Visualisierung der Produktionsprozesse wird häufig der Wertstrom verwendet, da mit diesem schnell ein Überblick über die wesentlichen Kennzahlen gewonnen werden kann (vgl. Abbildung 1).
Konkrete Handlungsoptionen
Für die fertigenden Unternehmen stellt sich somit die Frage, wie sie Verschwendung vermeiden und worauf dabei zu achten ist. Die folgenden Handlungsoptionen fokussieren sich dabei auf Möglichkeiten zur Vermeidung von Überproduktion, Beständen und Wartezeiten sowie auf den Einsatz geeigneter Ressourcen.
Zunächst ist es notwendig die gefertigten Produkte genau zu kennen, d.h. beispielsweise mithilfe einer Paretoanalyse (vgl. Abbildung 2) herauszufinden, welche Produkte Schnellläufer und welche Produkte Exoten sind.

Dies ist notwendig, da sich die Art und Weise unterscheidet, wie Schnellläufer und Exoten effizient zu bearbeiten sind. Während Schnellläufer durch hohe Stückzahlen und eine gewisse Regelmäßigkeit in den Kundenabrufen gekennzeichnet sind, ist die Vorhersagbarkeit hinsichtlich Stückzahl (Auftragsgröße) und Regelmäßigkeit eines Exoten gering. Die Regelmäßigkeit in den Kundenabrufen von Schnellläufern bietet die Chance, kundenauftragsunabhängig in vom Unternehmen selbst festgelegten Fertigungslosgrößen zu produzieren. Die Schwierigkeit liegt somit vor allem in der Definition der optimalen Losgrößen.
Schlanke Fertigung bedeutet, Verschwendung systematisch zu vermeiden und Ressourcen konsequent effizient einzusetzen, von Überproduktion bis Ausschuss und Nacharbeit.
Bevor diese definiert werden können, ist zu prüfen, ob eine physische Trennung von Exoten und Schnellläufern sinnvoll ist, d.h. ob es möglich ist unterschiedliche Maschinen und Anlagen zur Herstellung von Exoten und Schnellläufern zu nutzen. Werden alle Artikel an einem Arbeitsplatz gefertigt, so beinhaltet die Bearbeitungsreihenfolge Schnellläufer und Exoten, d.h. lange und kurze Belegzeiten (Summe aus Rüstzeit und Bearbeitungszeit eines Loses) wechseln sich ab. Dies führt zu einem „Stau“ vor dem Arbeitsplatz und somit zu hohen Beständen und langen Durchlaufzeiten. Dagegen ermöglicht eine Trennung von Exoten und Schnellläufern die Festlegung harmonischer Fertigungslosgrößen nur für Schnellläufer (Belegdauer eines Fertigungsloses ist bei allen Schnellläufern sehr ähnlich), was zu niedrigeren Beständen und kürzeren Durchlaufzeiten führt.
Einen weiteren Ansatzpunkt, den es bei der Definition der optimalen Losgrößen zu beachten gilt, ist der Engpassprozess. Dieser hat sowohl Einfluss auf die Losgröße als auch die Steuerung. In Abhängigkeit von der Auslastung des Engpassprozesses und dem Rüstgrad (Anteil der Rüstzeit an der Belegzeit) kann für die Schnellläufer eine erste Abschätzung zur harmonischen, optimalen Fertigungslosgröße abgeleitet werden. Dabei kann als Faustregel gelten: Der Rüstgrad sollte 15% nicht über- und 5% nicht unterschreiten, wobei der Rüstgrad umso kleiner ist, je höher die Auslastung ist. Diese Faustregel liefert ein gutes Verhältnis von Auslastung der Maschinen und Einrichter einerseits und Flächenverbrauch für die Transporthilfsmittel/Behälter andererseits. Eine konkrete Aussage zum optimalen Rüstgrad ist nicht pauschal möglich, sondern bedingt immer einer unternehmensspezifischen Bewertung.
Für wirksame Lean Maßnahmen ist die Differenzierung von Schnellläufern und Exoten zentral, weil beide Produkttypen unterschiedliche Planungs, Losgrößen und Steuerungslogiken brauchen.
Auch unter dem Gesichtspunkt der Produktionssteuerung kann der Engpassarbeitsplatz als entscheidend angesehen werden. So ist es sinnvoll, alle vor dem Engpassarbeitsplatz stattfindenden Prozesse mit Pull zu steuern, während alle nachfolgenden Prozesse mit Push gesteuert werden können (nicht müssen). Dadurch wird verhindert, dass sich vor dem Engpass ein Stau bildet und sichergestellt, dass sich nur maximal eine Fertigungslosgröße (=KANBAN-Losgröße) von jedem Schnellläuferartikel vor dem Engpassprozess befindet. Erst wenn sich der Bestand aufgrund einer Entnahme vor dem Pull gesteuerten Arbeitsplatz reduziert, wird ein Fertigungsauftrag in Höhe des definierten Fertigungsloses für den vorhergehenden Arbeitsplatz ausgelöst.
Digitale Problemlösung mit dem ema Plant Designer
Da die oben beschriebenen Zusammenhänge viele Abhängigkeiten zueinander aufweisen und oft komplex sind, stoßen manuelle Analysen hier schnell an ihre Grenzen. Genau an diesem Punkt setzt der ema Plant Designer an, um diese Aufgaben nicht nur schneller, sondern auch fundierter zu lösen.
Anstatt sich auf statische Berechnungen zu verlassen, ermöglicht der ema Plant Designer eine dynamische Simulation Ihrer Fertigungsszenarien. Er verbindet dabei das Beste aus den Welten Simulation und Wertstromanalyse. So können Sie die Auswirkungen einer Trennung von Schnellläufern und Exoten oder die Veränderung von Losgrößen in einem digitalen Zwilling testen, bevor Sie in die physische Umsetzung gehen.
Die Vorteile der digitalen Bearbeitung auf einen Blick:
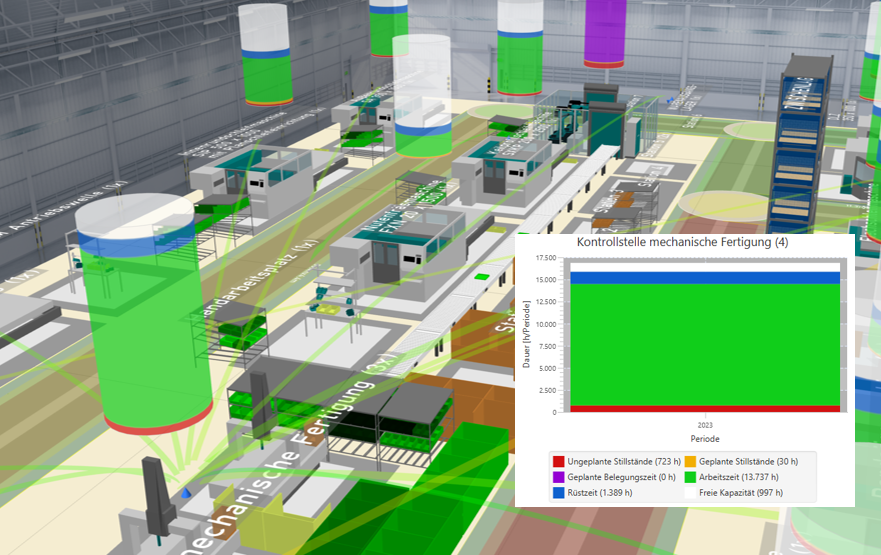
- Präzise Engpassanalyse: Die Software identifiziert automatisch Engpässe und visualisiert die Auslastung der Arbeitsplätze, sodass Sie Steuerungsmaßnahmen (Push vs. Pull) gezielt dort ansetzen können, wo sie den größten Effekt haben.
- Optimierung von Fläche und Ressourcen: Durch die intelligente Planung von Materialflüssen und Pufferflächen lassen sich bis zu 30% an Fläche einsparen und die Produktivität um bis zu 25% steigern.
- Kostentransparenz: Der ema Plant Designer liefert Ihnen belastbare Zahlen zu Herstellkosten und Umlaufbeständen, wodurch Maßnahmen zur Kostensenkung direkt bewertet werden können (Potenzial bis zu -20% Kosten)
Mit dieser Softwareunterstützung verwandeln Sie komplexe Lean-Prinzipien in einen handhabbaren, digitalen Planungsprozess, der unabhängig von der Größe des Use-Cases funktioniert und Ihnen Sicherheit für Ihre Entscheidungen gibt.
Zusammenfassung & Fazit
Um die immer größer werdenden Herausforderungen der industriellen Fertigung zu beherrschen, ist es notwendig, die Produktion schlank aufzustellen und Verschwendungen zu vermeiden. Bei der Umsetzung konkreter Maßnahmen ist es sinnvoll, zwischen sog. Schnellläufer- und Exoten-Produkten zu unterscheiden. Je nach Stückzahlverteilung bzw. Regelmäßigkeit der verschiedenen Produkte, tragen unterschiedliche Steuerungsprinzipien und angepasste Fertigungslosgrößen zur Vermeidung von Beständen, Wartezeiten und Überproduktion bei.
Geeignete Softwarelösungen wie der ema Plant Designer sind dabei der entscheidende Hebel. Sie unterstützen nicht nur dabei, Auswirkungen frühzeitig zu analysieren, sondern machen die Komplexität beherrschbar. Durch die digitale Validierung von Planungsszenarien sichern Sie sich langfristig Ihre Wettbewerbsfähigkeit und heben Effizienzpotenziale, die bei manueller Betrachtung verborgen bleiben würden.
Engpass und Rüstgrad sind die Hebel für stabile Flüsse, sinnvolle Losgrößen und eine Steuerung, die Bestände vor dem Engpass begrenzt, zum Beispiel über Pull Prinzipien.
FAQ
Was ist das Ziel einer schlanken Fertigung in einem Satz?
Das Ziel ist ein kontinuierlicher Wertfluss mit minimaler Verschwendung, damit Durchlaufzeiten sinken und Produktivität steigt.
Welche Verschwendungsarten sollten Unternehmen als Erstes adressieren?
Fokus auf Überproduktion, Bestände und Wartezeiten, weil sie Durchlaufzeiten und Kapitalbindung direkt erhöhen und oft Ketteneffekte auslösen.
Warum muss ich meine Produkte in Schnellläufer und Exoten einteilen?
Weil Schnellläufer planbarer sind und sich eher für standardisierte, harmonisierte Losgrößen eignen, während Exoten stärker auftragsgetrieben und weniger vorhersagbar sind.
Was bringt eine physische Trennung von Schnellläufern und Exoten in der Fertigung?
Sie reduziert das Risiko von Stau und wechselnden Belegzeiten an einem Arbeitsplatz, was typischerweise Bestände und Durchlaufzeiten senkt.
Welche Rolle spielt der Engpass bei Losgröße und Steuerung?
Der Engpass gibt den Takt vor, deshalb ist es sinnvoll, davor mit Pull zu steuern und Bestände zu begrenzen, während nachgelagerte Prozesse eher mit Push laufen können.

Vereinbaren Sie jetzt ein unverbindliches Beratungsgespräch zur schlanken Fertigung. Wir zeigen Ihnen, wie Sie mit dem ema Plant Designer Ihre Fertigung verschlanken und schon morgen effizienter produzieren.
Andreas Opitz
Leiter Fabrik- und Logistikplanung